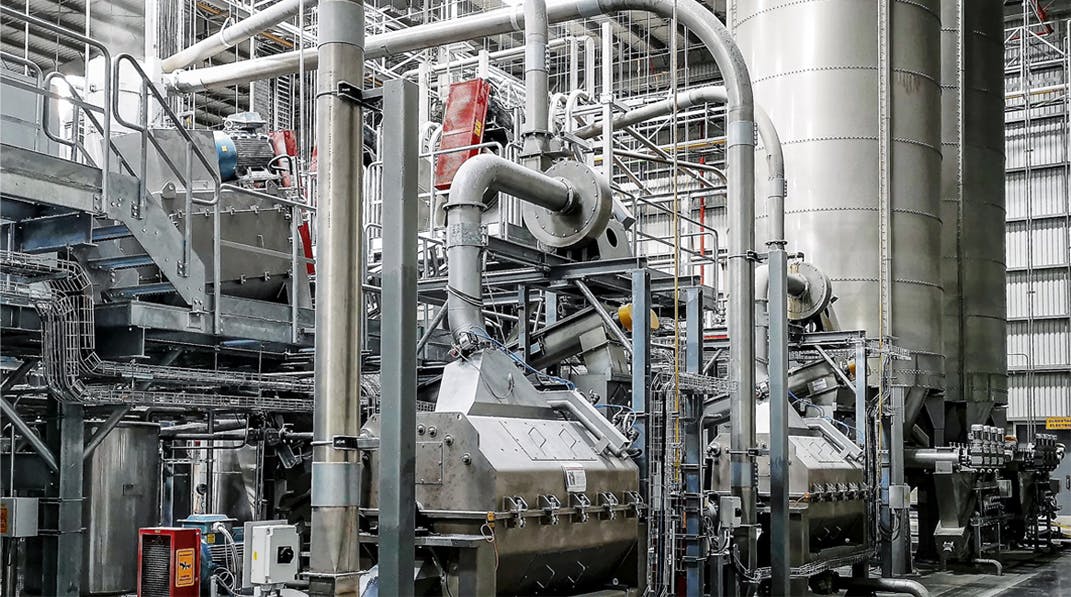
Engineering Your Recycling Line

Advanced laboratory and industrial pilot line for material analysis and process optimization.

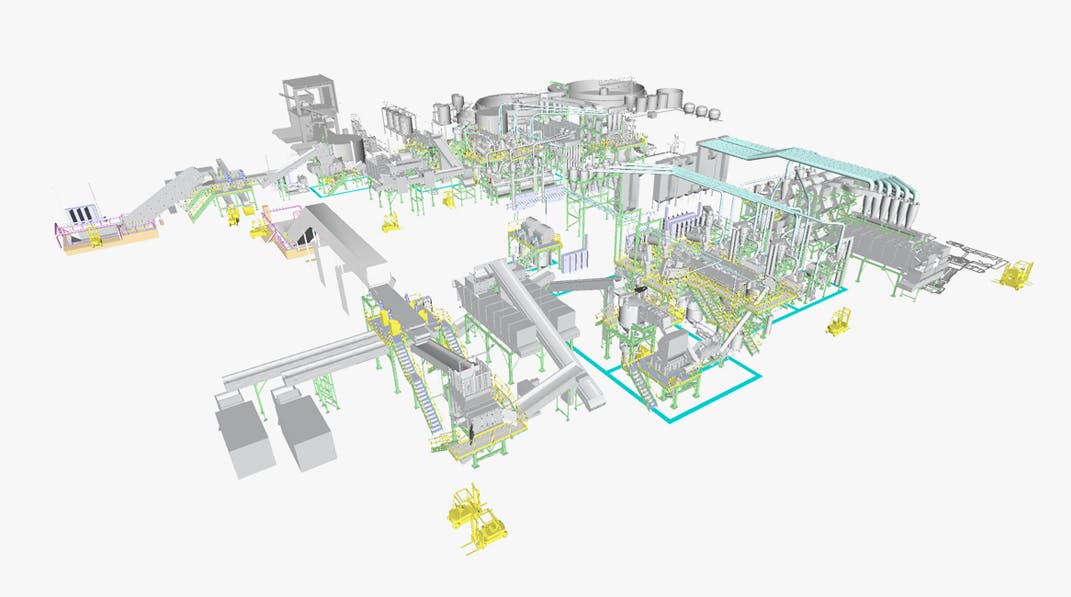
Complete plant and site design with laser scanning. Up-grade and revamping of existing lines.
Integration of ancillary equipment and wastewatertreatment plant.

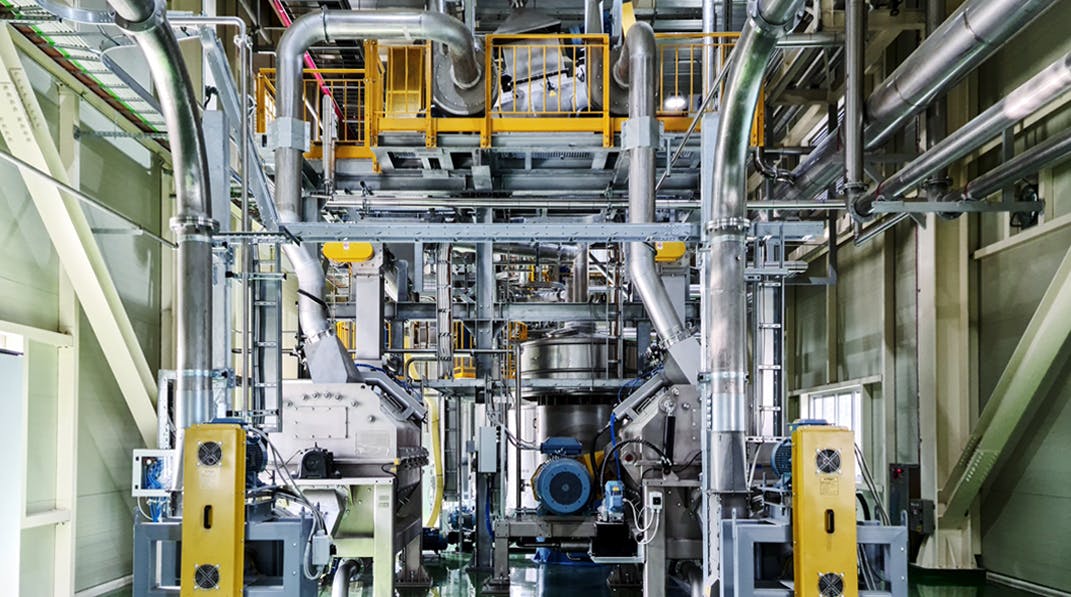
In-house machinesmanufacturing, complete pre-assembly and interface validation before shipment.
Supervision of installation, quick start-up and achievement of design capacity. Qualified technical personnel for customertraining.

Problem solving with remote support and ready-to-go assistanceteam.
Preventive maintenance and spare part programs.

Customerlong-term assistance in company management and everydayproduction.

Continuous research and development to improve flakes/fluff quality for plastic upcycling.
Open to new challenges for circular economy and sustainability with reduction in consumption of water, electricity and chemicals.